Open die drop forging. 6473The coefficient of complex forgings is 73 and the simple forgings is 64.

How Do I Calculate Tonnage In Progressive Stamping
Forging is the process in which metal cold or heated is shaped into a component geometry through the use of multiple blows with a drop hammer or through the application of pressure with a hydraulic press.

. C E Megharaj P M Nagaraj and K Jeelan Pasha. A precision forging die of an asymmetric spur gear was designed and the design criteria were presented. There are infinite combinations of various factors possible such as properties of material being forged type of forging process the tool design die manufacturing methods etc.
However finite element. A reason why it is also referred to as the impression die. Deep drawn deep drawing process sheet drawing metal.
Design and Analysis of a Forging Die for Manufacturing. Of Multiple Connecting Rods. In terms of cost Vasquez et al.
The forging pressure required was assumed to be 30 tons per square inch of the area of the item to be forged about equivalent to 42 kgsq. Most forged parts require machining. Metal part is confined between two dies.
ASM Metals Handbook Vol. Inexpensive calculator for use in class along with a variable angle scale andor straight edge at least nine inches. Forging Die Design Calculations 1.
Die materials commonly used are tool steels high carbon high chromium die steels high. The forging design is not a simple task. This fee includes class materials instructor fees lunch each day and a.
SPRINGS THEIR DESIGN AND CALCULATIONS. The roll-forging technique of front axels has many advantages in technology and economy for instance the investment on this technique is only about 22 of that on die forging by mechanical. First of all you need to define a forging shape factor Kf from the table.
Upper and lower die. Forging Manufacturing and Design Forging Die Mechanical Tolerances. STRECON technology is one of the world-wide manufacturer who dealing with forging die and their recent design is claimed to be extended up to 10 times of the common design of die and at the same time die deflection can be reduced by 30-50 Groenbaek and Birker 2000.
- p2bwk 1b4t2 Where bwidth of die wwidth of work kshear flow stress. Introduction to Forging 4 hr s Various processes of forging examples of components produced by forging. Die Casting Calculation Casting.
Determines the optimum intereference to withstand internal pressure in a two ring and a three ring die assembly. Following are some recommended forging design principles. Calculation of the required forces for the closed-die forging processes is not simple like in the open-die forging processes.
Forging die design and Forging defects NPTEL. Of the forming process are used to find out whethei the analyzed die would sustain the forging load or not This metal flow simulation and die design piocess has been applied to two closed die forging examples one in plane-stiam condition and the othei m axisymmetric condition The results were encomaging and in close agieement with the. Also referred to as the free forging.
The most common practice is decreasing the height of the metal billet and increasing the diameter of that billet. Where the length of unsupported bar stock is more than three times its diameter and the diameter of the upset is not more than one and one-half times the diameter of the stock the bar can be upset in one blow provided the amount of unsupported stock beyond the face of the die is not greater than one and one-half times the diameter of the stock as shown in 4. 5 - Forging and Casting - 1970 p14 for a steel such as 4340 Slide 2.
Geometrical complexities and flash formation are the reasons for this calculation difficulty. Determine radial and tangential stresses in one ring two ring and three ring die assemblies with press fit and internal forging pressure. FForged piece together with the projected area of the flash 2.
075-095 for rolling 010-020 for closed die forging. For copper alloys it is 625 to 950. Department of Industrial Engineering and Manag ement Siddaganga.
Commonly for ferrous alloys a forging temperature of 900 to 1200. Pressure die casting calculation. The calculation for forging load can be divided into three cases according to friction.
2k 1b4t2 Average. Tuition for Theory Applications of Forging Die Design is 1399 per student for FIA member organizations or 1999 for non-member organizations. 2000 claimed that by improving die life up to 25 overall cost saving is.
Die Mould and Jigs by V. Ejectors ejector return mechanism die lubricants basic calculations mould release agents. Die Design Calculations Progressive Tool Design and Analysis for 49 Lever 5 Stage.
Width to thickness ratio of forgings - 31 to 51 f3. PDeformation force required for die forging KN. Forging dies manufacturing is the first step to start a forging partWe all know that forging can be generally classified into two typesopen die forging and closed die forgingOpen die forging is operated between flat dies or dies in a simple shapeThis process is mainly used for large partsIn closed die forgingmetal billet is deformed in upper and lower dies for desired shape and.
Open-die forging operations are applied in an open environment with several workforces. For aluminium alloys it is from 400 to 450. Forging temperature decides the type of die material for forging.
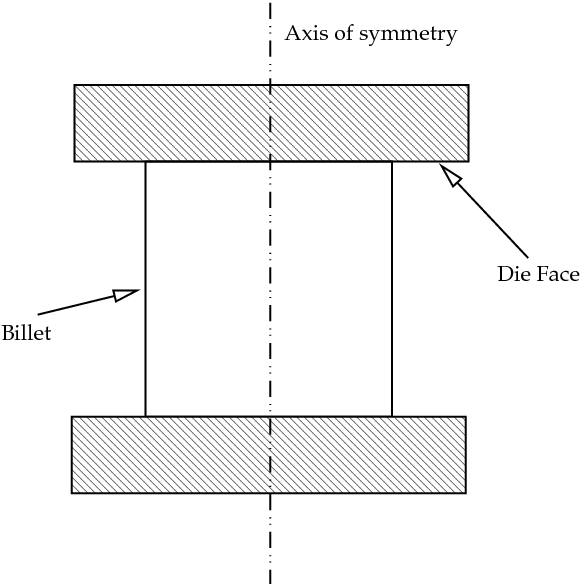
In this metal forging metal is subjected to a compressive force without being confined within dies. Slide 1 shows the configuration considered representing half of a transversal section of the die. For most forging processes a set of dies are.
In the absence of friction Low friction condition lower bound analysis or sliding condition High friction condition sticky friction condition Suranaree University of Technology. Force Calculations For Closed-Die Forging. Determine the optimum dimensions of insert outside diameter in Two ring.
Zhong-Yi Cai suggested precision design of roll-forging die and its application in the forming of automobile front axles. The obtained shape is shaped into exact shapes with. PScrew press tonnage KN.
There is a ram or hydraulic press that shapes the hot bulk metal into desired shapes. TO calculate blank size - W1 WLosses where W1 weight of stock W Net weight. A Design Calculating System for Deep Drawing Die by Using.
Forging die design and practice by R.
Progressive Die Stamping Sheet Metal Fabrication Sheet Metal Metal Stamping

02 Forging

Properties Of Squeeze Casting Of Metals It Cast Casting Materials Non Ferrous Metals

Forging 02 Open Die Forging Youtube
Cold Forging Understanding The Process And Some Key Calculations Engineering360
![]()
Die Clearance Calculator Die Clearance For Punching Steel Unipunch

Torque Wrench Adapter Extended Equations Calculator Torque Wrench Crows Feet Wrench

Http Dcknives Com Public Grind Angle Php Knife Making Knife Making Tools Knife
0 comments
Post a Comment